一、锈蚀等级分类
热钢在轧钢机内处理时会与空气发生反应,在钢表面形成一层膜,这层膜就叫氧化皮。氧化皮呈蓝色,厚度通常不到0.1mm,脆性较大。氧化皮附着在钢表面,保护钢免受大气腐蚀。 但把钢放置在室外时,氧化皮会分解且由于其是钢的电化学阴极,因此钢暴露的部位就会生锈。氧化皮和锈经常会导致一些问题,因此必须通过机械表面处理去除。 碳钢有四个等级(称为“锈蚀等级”)。ISO 8501-1图示参考板将A、B、C、D。
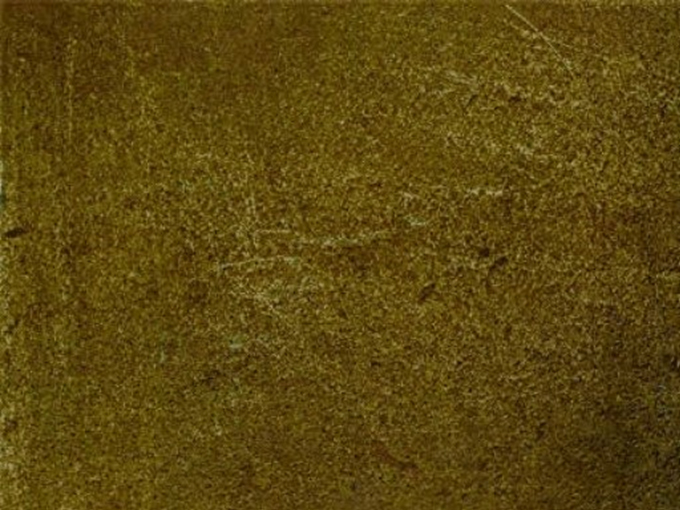
A 钢材表面大面积地覆盖着氧化皮,几乎没有锈。
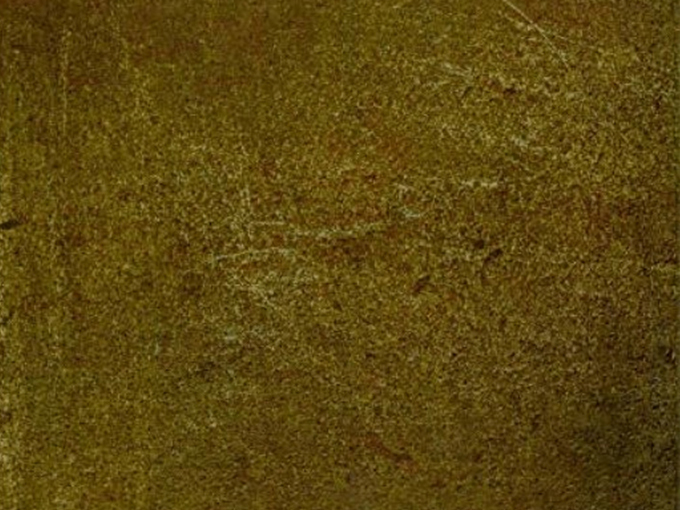
B 钢材表面开始生锈,氧化皮脱落。
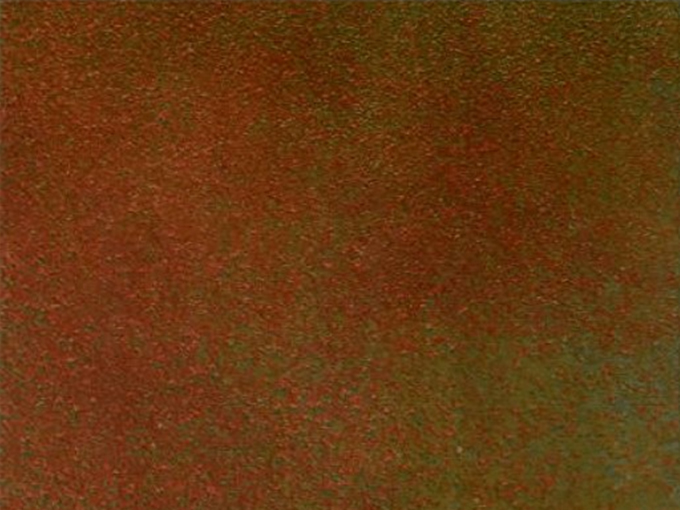
C 钢材表面氧化皮已经因锈蚀而脱落或者可以被刮掉, 但是正常目测下只能看到少量的点状锈斑。
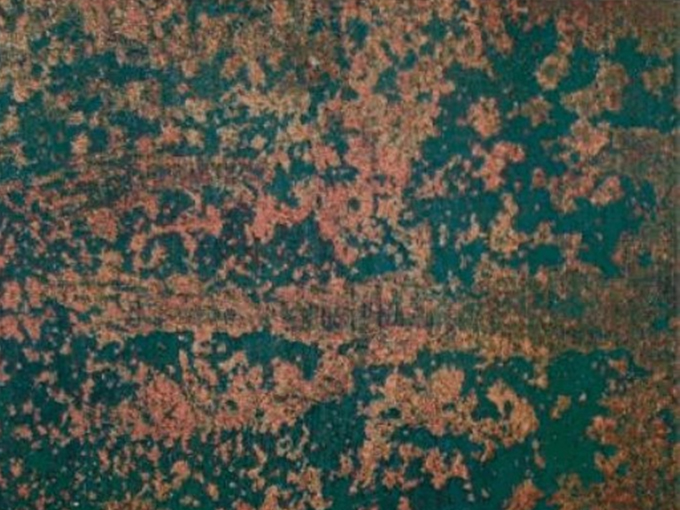
D 钢材表面氧化皮已经因锈蚀而脱落,正常目测下可以看到大量的锈斑




二、通过动力工具清理的表面处理等级
这种表面处理方法包括用旋转钢丝刷、砂盘或砂磨机等手持动力工具去除钢表面松脱的氧化皮、损坏漆、锈蚀和腐蚀物(根据ISO 8501-1)。 通过手动和动力工具清理的表面处理方法用字母“St”指代。 手动和动力工具清理法可达到两个处理等级——St2和St3。处理等级St1不包括在内,因为它涉及不适合涂漆的表面。
2.1、ISO 8501-1 St 2彻底手动和动力工具清理
“当不放大查看时,表面应不存在可见油污、油脂和污垢,以及松脱氧化皮、锈蚀、涂料和异物。” 参考等级:B St2、C St2和D St2


2.2、ISO 8501-1 St 3更彻底手动和动力工具清理
“在St 2等级中,应对表面进行更彻底的处理,使金属基体释放出金属光泽。”参考等级:B St3、C St3和D St3

三、喷砂清理法的表面处理等级
这种表面处理方法包括ISO 8501-1规定的四个喷砂清理等级。喷砂清理法进行的表面处理有以下几个等级:Sa1、Sa2、Sa2.5和Sa3。仅轻度喷砂清理即可达到Sa1或Sa2级清洁程度。此外,要达到Sa2?或Sa3级洁净程度需采用更彻底的喷砂清理。
ISO 8501-1 Sa1轻度喷砂清理
“当不放大查看时,表面应不存在可见油污、油脂和污垢,以及松脱氧化皮、锈蚀、涂料和异物。” 参考等级:B Sa1、C Sa1和D Sa1。 这种处理程度是最接近NACE No 4/ SSPC SP7的ISO标准,但不等于NACE No. 4/SSPC SP7标准。


ISO 8501-1 Sa2彻底喷砂清理
“当不放大查看时,表面应不存在可见油污、油脂和污垢,以及松脱氧化皮、锈蚀、涂料和异物。”任何残留污染物都应为紧密附着在表面(不易清理)”。 参考等级:B Sa2、C Sa2和D Sa2。 这种处理程度接近NACE No 3 /SSPC-SP 6标准。


ISO 8501-1 Sa2.5非常彻底喷砂清理
“当不放大查看时,表面应不存在可见油污、油脂和污垢,以及松脱氧化皮、锈蚀、涂料和异物。”任何残余污染痕迹都应只是一些轻微污渍,如小斑点和斑纹”。 参考等级:A Sa2?、B Sa2?、C Sa2?和D Sa2?。. 这种处理程度接近NACE No 2 /SSPC-SP 10标准。



ISO 8501-1 Sa3喷砂清理到目视可见的清洁程度
“当不放大查看时,表面应不存在可见油污、油脂和污垢,以及松脱氧化皮、锈蚀、涂料和异物。”应达到金属色泽均匀”。 参考等级:A Sa3、B Sa3、C Sa3和D Sa3。 这种处理程度接近NACE No 1 / SSPC SP5标准。



四、火焰清理
火焰清理法进行的表面处理用字母F1表示。进行火焰清理前,必须先将厚厚的锈层削去,然后再用电动工具钢丝刷清理。

但现今不经常使用火焰清理法。类似于其它标准较低的表面处理,如手动工具清理或轻度喷砂清理,这些清理方法的共同之处是不能彻底除去表面附着的氧化皮或锈蚀,因此不适合处理难度较大的复杂涂层。
燃烧的副产物可能会污染表面。火焰清理法的主要优势是可以去除一些化学污染,让表面温暖干燥,有助于底漆干燥,从而保持良好的附着力。 除小面积的表面处理外,火焰清理法现在在国家很多地方严令禁止,因其被视为一种空气污染源。




五、酸洗
酸洗是一种古老的去除钢表面氧化皮的车间方法。现如今一些详细的处理流程仍在使用,通常采用包括腐蚀性酸和钝化酸的双重系统。
酸洗的一个缺点是虽然处理后钢表面很清洁但没有锚纹,而锚纹有助于提高附着力,完成重防腐涂层。而老旧、被腐蚀且有凹痕的钢在酸洗中再处理的除外。这其中酸洗可清理掉旧漆及腐蚀物,让有凹痕的钢便于涂漆。
必须非常小心地用洁净饮用水清理掉全部酸液和可溶性盐。通常闪锈是采用这种清理方法的另一个问题。